„Hungriges Wasser“: Reinstwasser-Überwachung in der Nanometer-Chipfabrik
Wie eine Prozesstechnikerin mit einem neuen TOC-Analysator mikroskopische Defekte bei Halbleiter-Wafern verhindert
Markus Janssen, Shimadzu Europa GmbH
In einer modernen Halbleiterfertigung entscheidet die Ausbeute (engl. Yield) – der Anteil funktionsfähiger Chips auf einem Silizium-Wafer – darüber, ob ein Prozess wirtschaftlich ist. Doch selbst in makellosen Reinräumen können unsichtbare Verunreinigungen im Spülwasser monatelange Optimierungen zunichtemachen. Dieser Artikel begleitet Prozesstechnikerin Lena bei der Rückverfolgung eines unerwarteten Anstiegs von Wafer-Defekten auf das in Reinigungszyklen eingesetzte „hungrige Wasser“ und schildert, wie ein TOC-Analysator zuvor unerkannte organische Belastungen aufspürt.
Alarmstufe Rot beim Wafer-Test
Nachtschicht in einer modernen Chipfabrik: Prozesstechnikerin Lena steht an einer Prüfstation im Reinraum. Sie ist von Kopf bis Fuß in einen Overall gehüllt – nur ihre Augen sind zu sehen. Der Bildschirm vor ihr zeigt eine „Wafer-Map“: ein farbcodiertes Raster mit vielen kleinen Feldern, von denen jedes einen zukünftigen Chip repräsentiert. An einer stabilen Fertigungslinie leuchten die meisten Felder grün – ein paar rote Stellen sind normal. Doch heute Abend leuchten zum Ende der Inspektion deutlich mehr rote Punkte auf dem Bildschirm auf.
Die farbigen Punkte geben Aufschluss darüber, was in einer modernen Chipfabrik als Ausbeute oder „Yield“ bezeichnet wird: den Anteil an Chips auf einem Wafer, die alle Tests bestehen. Beim Hochfahren eines neuen Prozesses ist anfangs vielleicht nur jeder zweite Chip brauchbar. Mit zunehmender Fehleranalyse und -beseitigung steigt die Ausbeute jedoch allmählich auf deutlich über 90 %. Jeder dazugewonnene Prozentpunkt bedeutet mehr funktionierende Chips vom selben teuren Wafer. Eine Anzeige mit zu vielen roten Punkten bereitet Lena deshalb Bauchschmerzen. Die Luft ist sauber gefiltert, die Anlagen brummen reibungslos und die Chemikalien entsprechen den Spezifikationen. Und doch gibt es immer wieder Wafer mit schlechter Ausbeute. Irgendwo im Prozess bleibt etwas unerkannt, etwas mikroskopisch Kleines, das die Produktion sabotiert – und teure Fehler verursacht.
Vom Silizium-Wafer zum Chip
Die Herstellung von integrierten Schaltkreisen – den sogenannten Chips – beginnt mit einer dünnen, spiegelnden Scheibe aus hochreinem Silizium. Auf einem einzelnen Wafer werden Dutzende oder sogar Hunderte identischer Chips parallel gefertigt. Schicht für Schicht werden winzige „Leitungen“, Transistoren und Isolationsstrukturen auf der Oberfläche aufgebaut. Es ist ein wenig, als würde man eine Stadt mit Abwasserkanälen, Straßen, Brücken und Hochhäusern errichten. Nur dass hier alles in Nanometern gemessen wird – einem Milliardstel Meter.
Die verschiedenen Schichten entstehen in einem wiederkehrenden Rhythmus. Zunächst wird der Wafer mit einem extrem dünnen Materialfilm beschichtet, zum Beispiel einem Isolator oder einem Metall. Anschließend wird die Scheibe mit lichtempfindlichen Harzen beschichtet – sogenannten Fotolacken. Ein hochpräzises optisches System ätzt mithilfe von UV-Licht Muster in diesen Fotolack. Die belichteten Teile werden entwickelt und abgewaschen, und die darunterliegende Schicht wird nur dort geätzt oder „dotiert“, wo Strukturen verbleiben sollen. Anschließend wird alles gereinigt, manchmal poliert, und die Sequenz beginnt erneut für die nächste Schicht. Dieser Zyklus wird Hunderte Male wiederholt, bis Milliarden von Transistoren platziert sind und die Chips einzeln aus dem Wafer herausgeschnitten werden können.
Enormer Appetit auf „hungriges Wasser“
Jede neue Schicht auf einem Wafer wird vor dem nächsten Schritt gespült und gereinigt. Das Wasser, das diese monotone, aber wichtige Aufgabe übernimmt, ist kein Leitungswasser, sondern Reinstwasser. Es ist so rein, dass Techniker es manchmal als „hungriges Wasser“ bezeichnen – und der Name passt.
Da es nahezu aller gelösten Mineralien, Ionen, Gase und Partikel beraubt ist, befindet es sich chemisch im Ungleichgewicht und verhält sich wie ein sehr wirksames Lösungsmittel. Es „greift“ alles auf, womit es in Berührung kommt – angefangen bei Spuren von Prozesschemikalien bis hin zu winzigen Mengen Material von Rohren und Tanks. Das macht es optimal für die Reinigung von Oberflächen. Und im Nanometerbereich können schon einige wenige Partikel oder Moleküle, die durch das Wasser eingetragen werden, zu Problemen führen.
Tatsächlich ist auch der Produktionsprozess selbst hungrig nach Wasser. Je nach „Technologieknoten“ – also der jeweiligen Prozessgeneration – und der Prozesskomplexität, verbrauchen Chipfabriken für die vollständige Herstellung eines einzigen 300-mm-Wafers mehrere Tausend Liter Reinstwasser. Für die Aufbereitung eines Liters wird städtisches Wasser durch mehrere Filtrations-, Umkehrosmose- und Polishing-Schritte geleitet, wobei ein Teil des Wassers abgeschieden wird.

Von Total Organic Carbon zu „Killer-Partikeln“
In der Chipherstellung stören wassergetragene Kontaminationen vor allem auf zwei Weisen. Größere Partikel, darunter winzige Materialteilchen und gelegentlich auch Mikrobenzellen oder
Kleinere gelöste organische Moleküle erzeugen andere Probleme. Manche stammen aus natürlicher organischer Substanz im Rohwasser, refraktäre Huminstoffe, welche die Wasseraufbereitung überstehen und ultradünne Schichten bilden. Diese beeinflussen die Gleichmäßigkeit der Oberflächenbenetzung oder die Ausbildung der Fotolacke. Bei anderen handelt es sich um kleine stickstoffhaltige Moleküle wie Harnstoff. Diese können mehrere Aufbereitungsschritte durchlaufen und später Ammoniak sowie verwandte basische Verbindungen bilden, welche die empfindliche Säurechemie moderner Fotolacke stören. Eine dritte Gruppe sind Amine und andere basische organische Stoffe, die aus der Umgebung oder von Prozessmaterialien stammen. Sie neutralisieren Säure in chemisch verstärkten Fotolacken und verschieben so kritische Linienbreiten. Darüber hinaus können Spuren von Lösungsmitteln, siloxanartigen Verbindungen und mit Fotolack verbundenen organischen Stoffen einen unsichtbaren Film auf Optiken oder Wafern bilden. Bio-basierte organische Stoffe von abgestorbenen Bakterien und Biofilmen tragen zum TOC-Signal bei und können das Wachstum weiterer Verunreinigungen fördern.

Deshalb scheuen moderne Chipfabriken weder Kosten noch Mühen, um sowohl Partikel als auch den gesamten organischen Kohlenstoff in Reinstwasser auf das geringstmögliche messbare Maß zu reduzieren. In vielen Fertigungslinien liegt das TOC-Ziel bei < 1 µg/l (1 ppb). Die gesamte organische Masse in 300.000 Litern Reinstwasser wiegt in etwa so viel wie eine Prise Salz.
Techniker fassen all diese organischen Moleküle mit einer einzigen praktischen Kennzahl zusammen: dem gesamten organischen Kohlenstoff oder Total Organic Carbon – kurz: TOC. In einem Online-TOC-Analysator wird eine kleine Wasserprobe starkem UV-Licht ausgesetzt und anschließend für kurze Zeit in einer Messzelle gehalten. Dadurch oxidieren die organischen Stoffe zu anorganischen Kohlenstoffen wie Hydrogencarbonaten, die die elektrische Leitfähigkeit des Wassers verändern. Anhand dieser Veränderung berechnet das Gerät den TOC-Wert im niedrigen Mikrogramm‑pro‑Liter-Bereich. Der TOC-Wert ist nicht nur eine Reinheitskennzahl, sondern misst auch, wie viel „Nahrung“ für eventuell vorhandene Mikroorganismen verfügbar ist. Wenn der TOC-Wert steigt, können sich in Rohren und Tanks leichter Biofilme bilden. Diese Mikrobenkolonien wiederum geben Zellen und Fragmente ab, die sich wie „Killer-Partikel“ auf der Wafer-Oberfläche verhalten.
Sehen, was das Wasser weiß
Lena ist sich bewusst, dass das Wasser in ihrer Fabrik bereits überwacht wird. Der vorhandene Online-TOC-Analysator wurde jedoch in einer anderen technischen Ära installiert. Das Gerät ist nicht auf die sehr geringen Mengen an organischen Stoffen und die besonders beständigen Verbindungen ausgelegt, die in der heutigen Chipherstellung im Nanometerbereich entscheidend sind. Lenas Team hat deshalb entschieden, sich einen bestimmten kritischen Anwendungspunkt im Reinstwasserkreislauf genauer anzusehen und einen Online-TOC-Analysator zu installieren, der speziell für die Überwachung von Reinstwasser in der Halbleiterproduktion entwickelt wurde: den neuen Shimadzu TOC‑1000e S (Abbildung 1).
Das Gerät selbst hat in etwa die Größe eines kleinen Desktop-Druckers und ist so leicht, dass es an verschiedene Messpunkte gebracht oder neben der Wasserleitung an der Wand montiert werden kann. Was Lena interessiert, ist der Blick ins „Innenleben“ des Wassers, den der TOC-1000e S gewährt. Auf einem hellen Touchscreen sieht sie einen Echtzeit-TOC-Trend, der alle paar Minuten aktualisiert wird. Da die Probe kontinuierlich durch eine kurze Messleitung fließt, reagiert der Analysator schnell bei einer Veränderung der organischen Belastung. Wo das alte TOC-System nur eine gerade Linie angezeigt hat, erscheinen jetzt kleine Spitzen.
Über mehrere Wochen überlagern Lena und ihre Kollegen diese TOC-Kurven mit Prozesssequenzen, Werkzeug- und Wartungsprotokollen. Korrelationen werden schnell deutlich: Organische Spitzen folgen stets bestimmten Prozessabläufen und sind an einem Zweig des Verteilersystems am stärksten.
Over several weeks, Lena and her colleagues overlay these TOC curves with tool logs and maintenance records. They notice that organic peaks always follow certain process sequences and are strongest at one branch of the distribution system. The analyzer cannot say which molecule is present, and it does not remove contamination. It does, however, tell the team when the water quality changes and where in the system this change first becomes visible.
Der Analysator kann zwar nicht feststellen, welche Moleküle im Wasser vorhanden sind und er entfernt auch keine Kontaminationen. Er zeigt dem Team jedoch an, wenn sich die Wasserqualität verändert und wo genau im System diese Veränderung zuerst sichtbar wird.
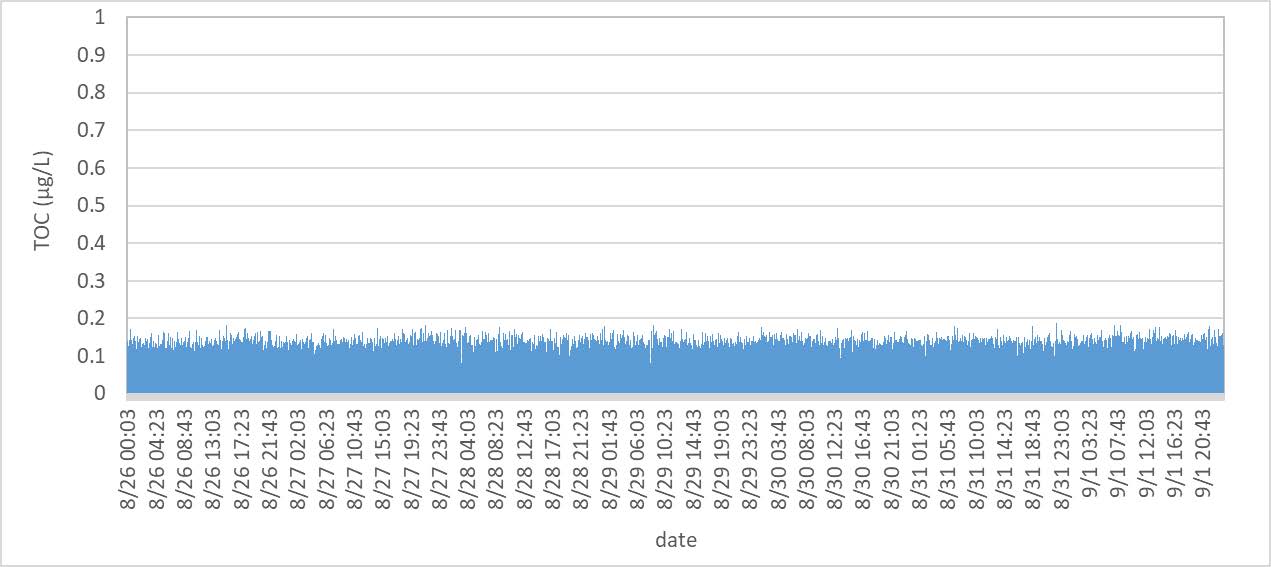
Mit diesen Erkenntnissen können Fehlerursachen systematisch aufgespürt werden anstatt Vermutungen anzustellen. Techniker konzentrieren sich bei ihren Inspektionen auf einen bestimmten Rohrleitungsabschnitt, passen die Wartungsintervalle von Ionenaustauschern an und verschärfen die Spülvorschriften für sensible Lithographie-Schritte. Wenn diese Maßnahmen greifen, werden die TOC-Ausbrüche an der jeweiligen Stelle kleiner und weniger häufig (Diagramm 1). Auf Lenas Wafer-Maps verliert sich das einst hartnäckige Defektmuster allmählich in den Hintergrundgeräuschen des Produktionsalltags.
Auch im Betriebsalltag zahlt sich die Investition aus. Die jährliche Routinewartung am TOC-1000e S ist einfach und beschränkt sich auf den Austausch der Excimer-Lampe und des Pumpenkopfs. All diese Teile sind von der Vorderseite des Gerätes aus zugänglich und erfordern keinen Werkzeugeinsatz. Zur Kalibrierung und Validierung können ein kompakter Autosampler und zertifizierte Standardlösungen direkt an den Messpunkt angeschlossen werden. Und weil das Instrument seine Daten als Dateien, analoge Signale oder über einen einfachen Webbrowser im Fabriknetzwerk teilen kann, müssen die Techniker nicht jedes Mal in den Anzug steigen und zur Fertigungslinie laufen, wenn sie überprüfen möchten, was das hungrige Wasser gerade macht.
Von Reinstwasser zu Alltagselektronik
Auch Lena hat die gewaltige Herausforderung der Kontamination in Chipfabriken nicht gelöst – das könnte kein einzelnes Instrument leisten. Doch in ihrem Werksbereich wurde ein konkretes, kritisches Ziel erreicht. Ein hartnäckiges Defektmuster ließ sich auf seine Ursache zurückführen und unter Kontrolle bringen. Jeder vermiedene Defekt bedeutet weniger Wafer-Ausschuss, weniger Energie- und Wasserverschwendung und mehr verlässliche Chips, die an Kunden geliefert werden können.
Diese Chips sind die heimlichen Motoren unseres modernen Alltags: Sie stecken in Smartphones und Laptops, in Autos und Zügen, in medizinischen Geräten und Kommunikationsnetzen. Wenn künftige Technologieknoten weiter auf unter 3 nm schrumpfen, wird es noch stärker auf das Wasser ankommen, mit dem jede einzelne Schicht gespült wird. Indem „hungriges Wasser“ durch modernste TOC-Überwachung eine klare quantitative Stimme bekommt, können Chipfabriken unsichtbare Risiken heute besser steuern und so den Weg für die Elektronik ebnen, die das Leben von morgen prägen wird.
Applikationsnotiz
Online TOC Measurement of ultrapure water in semiconductor industries (01-01068-EN)